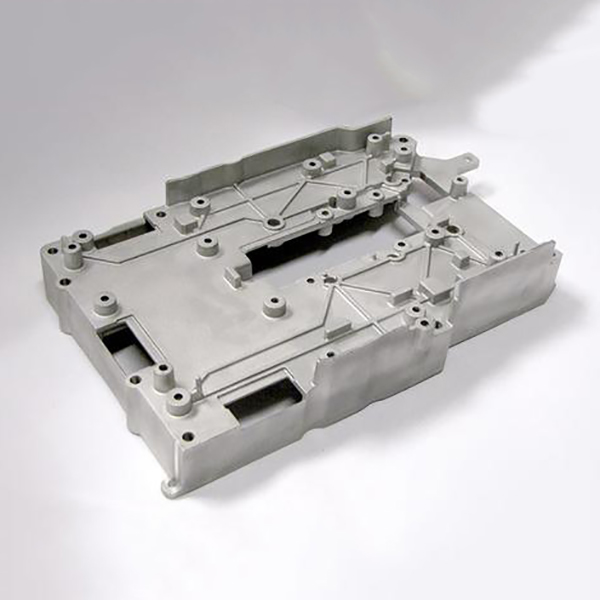
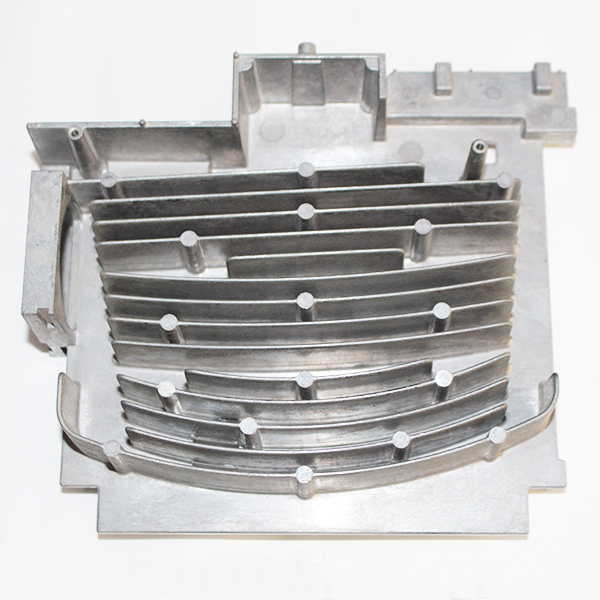
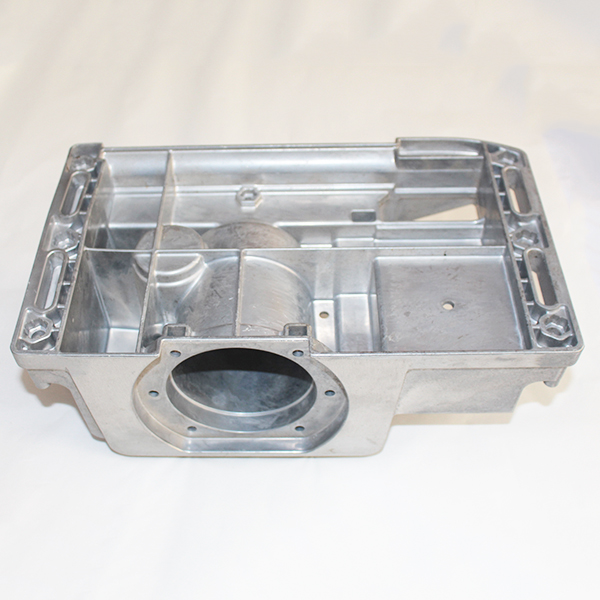
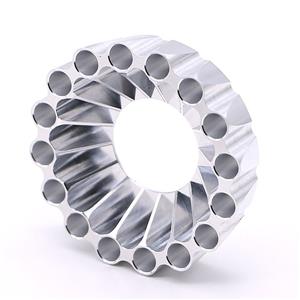
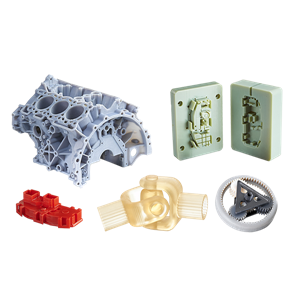
OEM pressgjutningsdelar




- SHD Precision Tech
- Shenzhen
- 2 veckor
- beror på produkten
Varierande väggtjocklekar
Snävare toleranser
Färre steg från råvara till färdig detalj
Snabba produktionscykeltider
Minskning av materialskrot
Lång livslängd, speciellt för zink och magnesium
Huvudparameter:
Produkttyp | Pressgjutningstjänst | |||
Material | Aluminiumlegering, zinklegering, magnesiumlegering, mässing och etc. | |||
Ytbehandling | Anodisering, borstning, galvaniserad, lasergravering, sidentryck, polering, pulverlackering och etc. | |||
Tolerans | ±0,01 mm, 100% QC kvalitetsinspektion före leverans, tillhandahåll kvalitetsinspektionsformulär; | |||
Testutrustning | CMM; Verktygsmikroskop; Flerledsarm; Automatisk höjdmätare; Manuell höjdmätare; Mätare ; Marmor plattform; Grovhetsmätning. | |||
Filformat | STP/STEP/AutoCAD(DXF,DWG),PDF,TIF etc. | |||
Typer av pressgjutningsprocesser
De två pressgjutningsprocesser som används industriellt är varmkammar- och kallkammarpressgjutning. Var och en har sina egenheter och är tillämpbar i olika scenarier. Nedan följer vad de två typerna av processer innebär.
Heta kammarformgjutning
Pressgjutningsprocessen med heta kammare är den perfekta metoden för att arbeta med material med låg smältpunkt som zink, tenn, bly och magnesiumlegeringar. Den är inte lämplig för legeringar med högre smältpunkt eftersom den skulle skada pumpen eftersom pumpen skulle komma i direkt kontakt med metallen. Det går ut på att smälta metallen och spruta in den i formen med tryck från ett hydraulsystem.
Pressgjutning för kall kammare
Kalkammarpressgjutningen är den perfekta metoden för att arbeta med material med hög smältpunkt som aluminium. Denna process är idealisk för sådana metaller eftersom den höga temperaturen som krävs för att smälta materialet kan skada pumpsystemet.
Processen innebär att det smälta materialet hälls i en kall kammare innan det sprutas in i formen. Det hydrauliska systemet som används i en kallkammarprocess liknar det för varmkammarprocessen. Det kan dock kräva ett större tryck från 2000 till 20000 psi.
Fördelar med DIE GJUTNING
Pressgjutna delar är starka, gjorda av solid metall
Metalldelar kan tillverkas i komplexa dimensioner
En form producerar tusentals identiska avgjutningar
Komplex matematisk noggrannhet
Briljanta ytfinish finns tillgänglig
Värme-, kemikalie- och tryckbeständig
Effektiv och repeterbar tillverkningsprocess
Snabbaste metoden för att skapa metalldelar i volym